





概述
我国是一个以煤炭为主要能源的国家,煤矿众多,产量总值巨大。在煤炭形成过程中,煤质存在优劣差异,因此在煤炭生产过程中,综合洗选厂的功能变得十分重要。洗选的目的不仅能将煤炭按照大小区分出大块、中块、末煤等等级,还便于分类储存和运输,使得煤炭能够得到最大限度的利用,同时在洗煤过程中也能够提升煤炭的品质和价值。洗选厂的综合控制系统是保证整个项目正常运行的重要条件。基于洗选厂控制系统的重要性,加之煤场面积大、工作环境恶劣、人工作业通讯不畅通等不利因素,迫切需要利用现代成熟技术PLC和现代总线网络通讯实现其控制功能。
系统特点
系统设计采用“多层冗余+相对独立”方式,以获得最大的安全性和可靠性。
对于重要的系统CPU采用“双机热备”的模式,当一只CPU发生故障时,系统中处于热备的CPU将无扰动地自动投入运行,切换时间不超过PLC的一个扫描周期,不会影响逻辑运行。
操作员站采用客户端服务器模式,每个子网配置有两台冗余的服务器,负责与PLC连接进行数据采集,并作为操作员站的实时数据库服务器使用,服务器采取“一用一备”的冗余模式,主备服务器可以通过操作员站手动切换或者检测到故障后自动切换,以保证系统的稳定运行。
系统采用以太网冗余双网设计,当一条网络出现一处异常时,另一条网络自动投入,不会影响整个系统的运行。
上位机对整个工艺系统进行集中监视、管理和自动控制;当参数越限或控制对象故障状态变化时,画面上以不同颜色显示,并实现语音报警。
通过PLC对整个系统实现远程自动控制,并具有联锁保护功能。
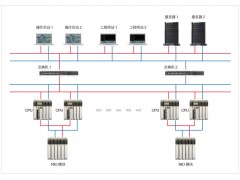
系统配置图

